Spaulders
by Sinric
Go to the Author's Original Site


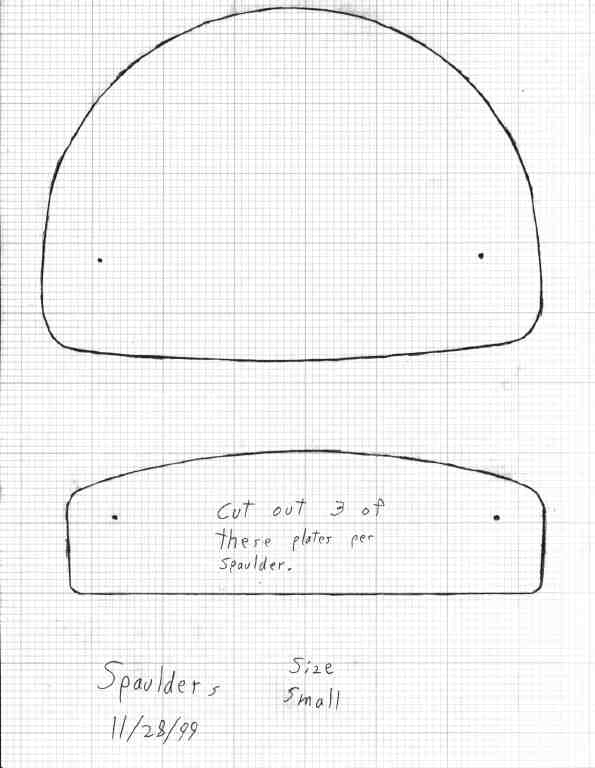
Spaulders (Shoulders):
0.035 inch 1050 Carbon Steel (Size Small; Pattern 10/22/99;
Quenched at around 1500F/ 815C Tempered
at 660F / 350C for 30 minutes). Note that I heat the plates to 1575F/860C
before I quench them. The reason 1500F/815C is listed as the quench temperature
is that the plates will cool off some in the few seconds it takes to open
the kiln, grab the plate with tongs, and drop it into the quench tank.
If I was going to build another set of carbon steel spaulders I
would use 0.050 inch 1050 Carbon Steel and temper it to
600F/315C instead of 660F/350C. The reason for the changes is
that they would be much less likely to dent when used in SCA
rattan combat. From what I've seen, after 0.050 inch 1050 carbon steel has
been properly hardened and tempered to 600F/315C it resists denting
as if it were 0.100 inch Mild Steel (between 13 gage [0.090 inches] and
12 gage [0.105 inches] )
Finished Oct. 1999
Patterns (Click on thumbnail for full-size image)
I would build these spaulders in the following order:
- Cut out the plates.
- Punch the holes that are marked on the patterns.
- Finish the plate edges and corners.
- Dish the shoulder plate
- Shape the first lames to fit the shoulder plate and
the other lames to fit in the one before it.
- Heat Treating (Optional)
- The outside surface of the plates should be fairly smooth
before doing any heat treating. Put a medium (around a 220 grit) finish
on the outside of any plate that has any marring on it.
- Heat each plate to 1575F/860C in a kiln and quench them
in water. You need to quench the plates within a few seconds of opening
the kiln.
- If you want a polished finish or a blackened (fire scale)
finish then skip this step. If you want to heat blue the plates then put
a medium (around a 220 grit) finish on the outside of the plates.
This assumes that you would like to leave the fire scale on the inside
as a rust barrier.
- Heat each plate to 600F/315C in a kiln for 30 minutes
to temper the plates so they will be somewhat flexible and not crack when
struck. It is very important that the temperature stays within 10 degrees
or so of what you set it to. If you don't know for sure that the temperature
control works correctly on your kiln then you will want to check it with
an oven thermometer that can measure to 650F/350C (don't over heat the
thermometer).
If you want a polished finish on the plates you
should do that now.
Rivet the shoulder plate and the lames to the leather straps.
Be sure to use washers between 1/2" and 3/4" in diameter.
Add the straps and the holes at the top for tying the spaulders
on. Grommets on the holes used to tie them on will help keep the
ties from breaking.
|